




Ögleskärningslinjen är skräddarsydd för kunder som kräver höghastighetsbearbetning av tunna, högprecisionsmaterial för att producera flera smala remsor med exceptionell noggrannhet.
|
Ögleskärningslinjen är skräddarsydd för kunder som kräver höghastighetsbearbetning av tunna, högprecisionsmaterial för att producera flera smala remsor med exceptionell noggrannhet. Det används i stor utsträckning inom sektorer med stränga krav på remsskärningsprecision – såsom bil-, elektronik- och hushållsmaskiner. Genom en vetenskapligt konstruerad layout uppnår ögleskärningsmaskinen mycket effektiva och exakta skärningsoperationer. En central designfunktion – och kärnskillnaden som skiljer ögleslitslinjen från standardslitslinorna i metall – är inbyggnaden av en slingackumulator i gropliknande typ placerad i utrustningens fundament. Det faktiska djupet och längden av denna grop bestäms specifikt baserat på tjockleken på metallremsan och den avsedda skärhastigheten; dessa dimensioner styr direkt skärningsprecisionen och driftsstabiliteten hos ögleslitsmaskinen.
För tunnare remsor – som har hög duktilitet och är benägna att deformeras – krävs vanligtvis en djupare grop för att säkerställa att remsan förblir stabilt avslappnad i ögleackumulatorn, och därigenom förhindra skrynkling eller lateral avvikelse under skärningsprocessen. Omvänt, för tjockare remsor – som uppvisar större styvhet och motståndskraft mot deformation – är en längre grop nödvändig för att tillgodose remsans buffringskrav. När skärningshastigheten ökar blir dessutom kraven på gropens djup och längd mer krävande. Endast genom att tillfredsställa dessa exakta krav kan loopslitslinjen maximera sin höghastighetsslitsningspotential samtidigt som den säkerställer att slitskvaliteten förblir kompromisslös, vilket garanterar att systemet konsekvent körs med extrem noggrannhet och effektivitet. |
 |
●Högeffektiv drift — Maximala produktionshastigheter kan nå upp till 230 m/min, med hastigheter som är flexibelt justerbara för att möta specifika driftskrav. ●Multi-Strip Slitning — Slingningslinjen kan samtidigt skära materialet i så många som 40 smala remsor i en enda passage. ●Fullautomatisering — Ögleskärningsmaskinen är integrerad med en spollagringsarm av korstyp och en automatiserad förpackningslinje för slitspoler för att minimera kraven på manuellt arbete i största möjliga utsträckning.

(1) Skärlina med enkel slinga
(a) Single-entry loop slitning:Kärndesignprincipen för denna konfiguration involverar positionering av en slingackumulator före skärenheten. Den här speciella arkitekturen förbättrar skärningsnoggrannheten avsevärt och effektiviserar slingningslinjens skärningsprocess. Denna design slutar tydligt att glida vid skärbladen genom att tillåta antingen mikrospännings- eller nollspänningsslitsning, vilket säkerställer dimensionsnoggrannheten hos slitsremsorna - en viktig faktor för ögleslitsmaskinens förmåga att möta stora precisionstillverkningskrav.
Dessutom strömlinjeformar hela ögleskärmaskinens struktur och sänker produktionskostnaderna och underhållskomplexiteten, samtidigt som den förbättrar driftseffektiviteten, behöver avspolaren inte en extra självcentrerande mekanism eftersom själva slingan inkluderar en sådan.
(b) Single-Exit Loop Slitting: Denna designkonfiguration kännetecknas av placeringen av en slinga efter skäraren. Efter skärprocessen matas slitsremsorna av skäraren in i en spänningsfri ögla belägen mellan skäraren och spännenheten; detta representerar en av de mest använda enkelslingornas designscheman som för närvarande används i slingslitslinjer. För skärning av tunna remsor kan ett kantstyrningssystem på ingångssidan krävas för att säkerställa stabil avlindning av spolen under skärningsprocessen och för att förhindra att remsorna är felinriktade från att äventyra skärningsnoggrannheten. Detta tillvägagångssätt fyller två primära funktioner: För det första förhindrar det effektivt problem relaterade till asynkron rekyl mellan enskilda remsor – ofta orsakade av variationer i remstjockleken – genom att exakt kontrollera rekylspänningen för att säkerställa snygg och enhetlig lindning av spolen.
För det andra tillåter inkluderandet av en slinga på utgångssidan att remsorna flyter fritt bort från skärbladen, och eliminerar därigenom bladslitage som typiskt förknippas med slitsning under spänning; detta förlänger effektivt bladens livslängd och minskar underhållskostnaderna för utrustningen. Dessutom, eftersom utgångssektionen arbetar under ett spänningsfritt tillstånd, förhindrar den effektivt deformationsfenomen - såsom "halsning" (remsavsmalning) - vilket ytterligare garanterar kvaliteten på slitsremsorna.
(2) Dubbelslinga Slitlina
Kärnan i skärmaskinen med dubbla öglor är inkorporeringen av två öglor i gropliknande stil, strategiskt placerade på distinkta nyckelplatser för att arbeta i tandem. Detta samarbetsarrangemang förbättrar linjens slitsningsprestanda och stabilitet ytterligare, vilket gör den idealisk för höghastighetsslitsningstillämpningar som involverar tunna material där extremt höga krav på slitskvalitet krävs.
Den första slingan är placerad mellan decoilern och skärmaskinen, och fungerar som en kritisk komponent som möjliggör kontinuerlig och synkroniserad drift av hela linjen. Dess primära funktion är att buffra och anpassa hastighetsskillnaden mellan avlindningsprocessen och slitningsprocessen. Genom att göra det säkerställer det att avrullnings- och slitsningsoperationerna fortgår kontinuerligt och i perfekt synkronisering, och förhindrar därigenom problem som remssträckning, deformation eller slitsavvikelser som annars skulle kunna uppstå på grund av hastighetsfel. Samtidigt förblir stålbandet i golvgropen i ett helt avslappnat tillstånd. Skäraren drar remsan från gropen för bearbetning; eftersom det inte finns någon motspänning närvarande under skärningsoperationen, minimeras genereringen av grader effektivt, vilket avsevärt förbättrar kantkvaliteten på slitsremsorna.
En andra slinggrop är placerad mellan skäraren och spänn-/rekylenheten. På grund av slitsningsinducerade spänningar och inneboende tjockleksvariationer inom själva den valsade spolen uppvisar de individuella remsorna som produceras efter slitsning ofta små skillnader i längd. Utan korrekt reglering skulle denna avvikelse störa rekylprocessen och äventyra både produktionseffektivitet och produktkvalitet. Denna slinggropa rymmer och kompenserar effektivt för dessa längdvariationer, och säkerställer därigenom kontinuiteten i slitsnings- och rekyloperationerna och eliminerar behovet av produktionsstopp för att utföra justeringar. Dessutom underlättar närvaron av denna slinggropa den synkroniserade styrningen av motorerna som driver skärmaskinen och rekylenheten.
 |
 |
Obs: Även om en slinggrop inte är strikt obligatorisk för alla konfigurationer av metallskärmaskiner, är den absolut nödvändig för högprecisionstillämpningar, material med tunn tjocklek, höghastighetsoperationer och skärningsprocesser med flera strängar. Omvänt kan helt enkelt skärande linjer utformade för material med standardmått och lägre arbetshastigheter framgångsrikt drivas utan en slinggropa.
1)Hur fungerar en ögleslitslina?
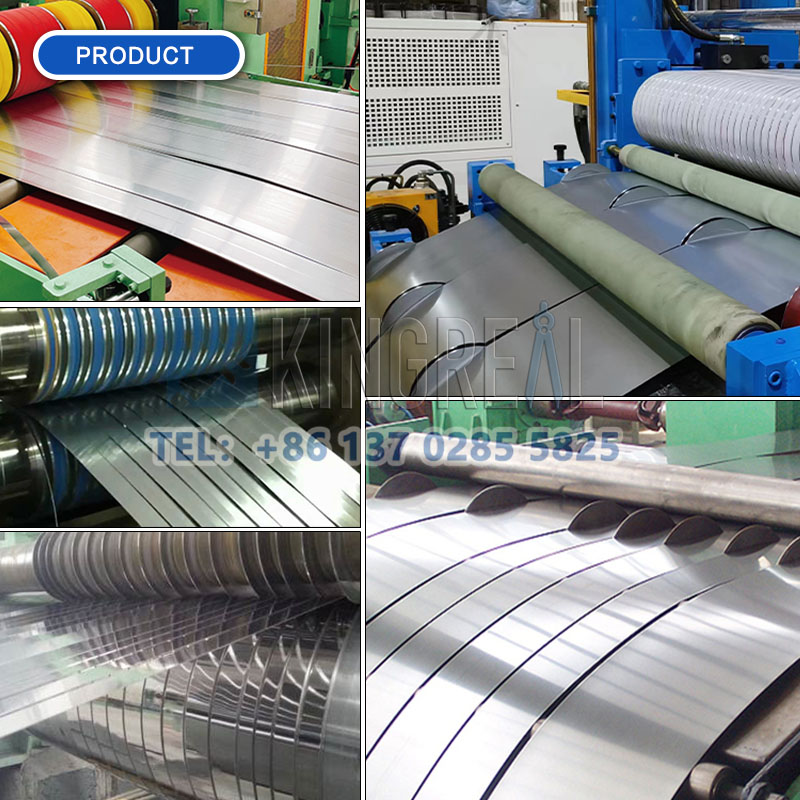
En skärmaskin för öglor rullar upp en metallspole, skär den i smalare remsor med hjälp av roterande knivar och rullar tillbaka remsorna för vidare bearbetning eller frakt.
2) Vilka material kan bearbetas med en ögleslitslinje?
Ögleskärmaskiner kan bearbeta olika metaller, inklusive stål, rostfritt stål, aluminium, koppar, kiselstål, PPGI och mer.
3) Vilka är fördelarna med automatisering i ögleslitsningslinjer?
Automatisering kan förbättra noggrannheten och konsistensen hos smala remsor, minska manuellt arbete, öka produktionen och minimera mänskliga fel.
4) Hur ofta ska en ögle skärmaskin underhållas?
Underhåll av slingslitslinor är uppdelat i dagliga inspektioner och periodiska översyner. KINGREAL STEEL SLITTER-teamet kommer att ge rekommendationer baserat på kundens användningsfrekvens och andra faktorer.
5) Hur lång är livslängden för skärblad?
Livslängden på skärbladen påverkas av produktionsvolym, driftsförhållanden och materialegenskaper. Variationer i bladsammansättning och applicering påverkar vanligtvis livslängden.

KINGREAL STEEL SLITTER är en specialiserad designer och tillverkare av metallskärningslinjer, och stoltserar med över två decennier av omfattande erfarenhet av design och tillverkning av metallskärningslinjer. Genom att utnyttja djup teknisk expertis och en robust tillverkningsinfrastruktur har företaget framgångsrikt designat många metallskärningslinjer hittills. Dessa system har tagits i drift framgångsrikt och fungerar för närvarande smidigt i kundanläggningar i olika länder och regioner över hela världen, vilket ger exceptionell produktionseffektivitet och värde till våra kunder. KINGREAL STEEL SLITTER-installationer för metallskärningslinjer spänner över ett varierat geografiskt fotavtryck – inklusive Saudiarabien, Italien, Mexiko, Brasilien, Indonesien, Kanada, Turkmenistan och andra – som täcker alla större globala metallbearbetningsmarknader och etablerar en rik portfölj av internationella projektreferenser.
Senast skickades en ny skärlinje i metall – tillverkad i samarbete med en kund i Indien – framgångsrikt till kundens anläggning i går.
KINGREAL STEEL SLITTER förblir engagerad i att kontinuerligt optimera designscheman och prestandaparametrar för metallskärningslinjer. Genom att hålla oss à jour med de senaste tekniska framstegen och svara direkt på våra kunders praktiska produktionskrav, säkerställer vi att varje metallskärningslinje vi levererar är perfekt skräddarsydd för kundens specifika driftsmiljö och produktionsbehov. Dessutom ger KINGREAL STEEL SLITTER sina kunder en omfattande svit av supporttjänster – inklusive fabriksbesök, skräddarsydd metallslitslinjedesign, maskininstallation, driftutbildning, underhåll och reservdelsförsörjning. Genom att skydda hela produktionsprocessen säkerställer vi att våra kunder kan utnyttja sina metallslitslinjer med maximal effektivitet och stabilitet.









